آخرین مطالب






همه چیز درباره جوش سر به سر یا فورجینگ میلگرد
مقالات آهن آلاتدر فرایند ساخت یک ساختمان، لازم است میلگردها بارها و بارها با همدیگر جوش داده و متصل شوند. برای اتصال دو میلگرد به همدیگر از روشهای مختلفی استفاده میشود که «جوش سر به سر» یا «جوش فورچینگ» یکی از مهمترین آنها به شمار میرود. به همین دلیل، این مقاله از وب سایت گرفت را به معرفی کامل جوش سر به سر و مزایا و معایب آن اختصاص دادهایم. لطفا تا پایان با ما همراه باشید.
این روش، در سال 1930 برای اولین بار در ژاپن و ایالاتمتحده به کار رفت؛ پسازآن، تحقیقاتی بر روی روش جوشکاری سر به سر انجام شد که از مزایای متعدد آن نسبت به روشهای دیگر اتصال آهنآلات و فولاد خبر میدادند. بهاینترتیب، امروزه میبینیم که از فورجینگ یا جوش سر به سر میلگرد بهطور گستردهای در صنایع مختلف مانند ساختمانسازی استفاده میشود. در ادامه مزایا و معایب، تست کنترل کیفیت و لوازم موردنیاز برای جوشکاری سربهسر میلگرد را موردبررسی قرار دادهایم.
طبق نظر کارشناسان گرفت:
"فورجینگ میلگرد، نوعی جوشکاری در فاز جامد است که با حرارتدهی و اعمال فشار، میان دو میلگرد پیوند مولکولی ایجاد میکند. این روش مزایای بسیاری دارد و در کنار آن ممکن است گاهی مشکلاتی نیز در جوش سر به سر میلگرد ایجاد شود و استحکام آن کاهش پیدا کند."
جوش سر به سر میلگرد یا فورجینگ چیست؟
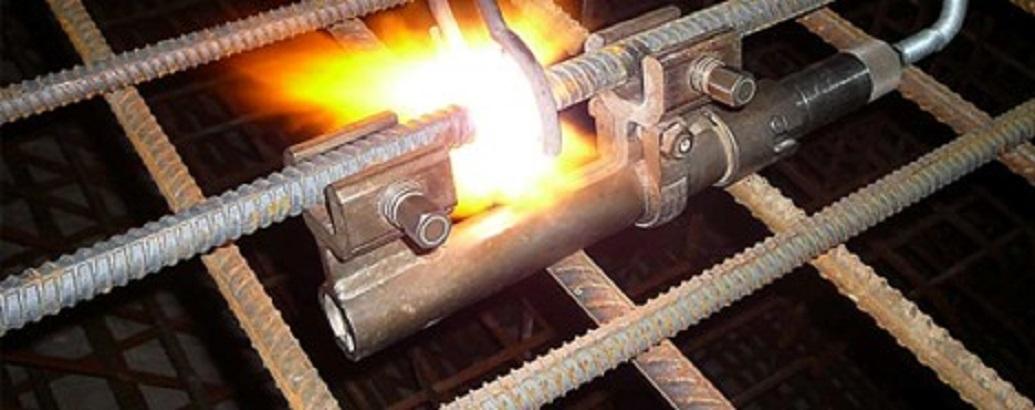
جوشکاری سر به سر یا فورچینگ (forging)، یکی از رایجترین روشهای اتصال دو میلگرد به همدیگر است. در این روش، یک شعله با استفاده از ترکیب گاز اکسیژن با یک گاز سوختی (معمولا استیلن) ایجاد شده و دو سر میلگردها در مقابل این شعله گرما داده میشوند. با حرارتدهی به آرماتورها، دمای آنها به 1200-1300 درجه سانتیگراد میرسد این گرما آنقدر ادامه پیدا میکند که سر میگلردها به حالت خمیری شکل دربیاید. با اعمال فشار بر روی دو میلگرد، در این ناحیه میان مقاطع پیوند مولکولی ایجاد میشود. پس از سرد شدن و تبلور مجدد، یک اتصال محکم میان دو آرماتور فورجشده به وجود میآید.
در یک تعریف دیگر، جوشکاری سر به سر (uw) یک نوع فرآیند جوشکاری مقاومتی است که از حرارت و تغییر شکل برای تشکیل جوش استفاده می کند. حرارت ایجاد شده حاصل از مقاومت در برابر فلوی جریان الکتریکی در فصل مشترک سطوحی است که درون هم فرو رفته و قرار است به هم جوش شوند.
در این روش، ابتدا نیروی جوشکاری به سطح دو آرماتور داده شده تا تغییر شکل دهند و مقداری در هم فرو روند. در مرحله بعد، نیروی الکتریکی بین دو قطعه برابر میشود و سر دو میلگرد، یک اتصال جامد با هم برقرار میکنند. فرآیند فورچینگ سر به سر میلگرد، معمولا کمتر از 1 ثانیه طول میکشد.

انواع عملیات جوش سر به سر یا فورج میلگرد
عملیات فورج میلگرد را با توجه به میزان محصور بودن منطقه اتصال، به دو نوع زیر تقسیم میکنند:
- قالب باز
فورج قالب باز، نوعی از فورجینگ است که بیشتر به آهنگری سنتی شبیه است و پیش از ایجاد اتصال، مهم است که میلگرد بهاندازه کافی گرم شده باشد. در فورج قالب باز، از قالبهایی استفاده میشود که میلگرد را کاملاً محصور نمیکنند؛ در صنایع مختلف، فورج قالب باز را بهعنوان فورجینگ اسمیت نیز میشناسند.
- قالب بسته
فورج قالب بسته یا فورجینگ ضربهای، نوعی از عملیات فورج است که برای انجام آن، میلگردها را در میان دو قالب قرار میدهند و ضربههای پرسرعت و سنگینی به آن وارد میکنند.
مزایای جوش سر به سر میلگرد
چندان طول نکشید تا آوازه روش فورجینگ به کشورهای دیگری مانند آلمان و روسیه نیز رسید و پس از انجام تحقیقات بیشتر، سایر کشورهای دنیا نیز از مزایای آن بهره گرفتند؛ ازجمله مهمترین مزایای روش جوشکاری سربهسر میلگرد میتوان به موارد زیر اشاره کرد:
- در دسترس بودن
یکی از اصلیترین مزایای جوش سر به سر، آسانی آن در مقایسه با سایر روشهای جوشکاری است؛ کافی است یک مشعل برای حرارتدهی به مقاطع داشته باشید. البته همچنان مهارت جوشکار در نحوه انجام حرارتدهی و اعمال فشار برای ایجاد بهترین نتیجه، بسیار مهم است.
- کاهش حجم محل جوش
ازآنجاییکه اتصال، بهطور مستقیم میان دو میلگرد ایجاد میشود و نیازی به مواد واسط نیست، حجم محل جوش در میلگرد فورج شده کاهش مییابد. این امر میتواند از طرفی وزن سازه را کاهش داده و به امنیت و استحکام آن اضافه کند.
- صرفهجویی در مصرف میلگرد
همانطور که میدانید، قیمت میلگرد همواره در نوسان است و بالا رفتن قیمت آن میتواند هزینه کلی پروژههای عمرانی و ساختمانسازی را افزایش دهد. براساس تحقیقات، روش فورجینگ میتواند مصرف آرماتور را تا 30 درصد کاهش دهد و در هزینههای پروژه صرفهجویی کند. با استفاده از این روش جوشکاری، حتی میلگردهای کوتاه شده و ضایعاتی نیز میتوانند بههم اتصال یافته و مورداستفاده قرار بگیرند.
- مقرونبهصرفه بودن
استفاده از روش فورجینگ میلگرد، دورریزها را بهطور قابلتوجهی کاهش میدهد؛ بنابراین، روش جوشکاری سر به سر میتواند بسیار مقرون بهصرفهتر و اقتصادیتر از بسیاری روشهای دیگر باشد.
- مطمئن بودن
در صورتی که مراحل به خوبی و با دقت انجام شود و تستهای کیفیت سنجی را پشت سر بگذارد، نتیجه نهایی محصول با کیفیتی است که مقاومت کششی و فشاری متناسبی را دارا است.

معایب جوش فورجینگ میلگرد
ازجمله معایب اصلی جوش سر به سر، تأثیرپذیری شدید از میزان مهارت و تجربه جوشکار است؛ درصورتیکه جوشکار با مدتزمان مناسب برای حرارت دهی آشنا نباشد، در ایجاد ناحیه خمیری به مشکل برمیخورد. دراینصورت، پیوند مولکولی بهدرستی ایجاد نمیشود. همچنین کارکنان باید در مورد فشار موردنیاز برای ایجاد پیوند مستحکم اطلاعات و تجربه کافی داشته باشند. این امر تأثیر قابلتوجهی بر دوام و استحکام اتصال دارد.
به علت استفاده از گاز استیلن نیاز به فرآیند دشوار کنترل حرارت است. اگر این فرآیند به خوبی انجام نشود، بر کیفیت محصول نهایی تاثیرگذار است و به همین دلیل یکی از معایب این روش سختی انجام آن است.
آب و هوای محل اجرای فورجینگ از عوامل موثر بر کیفیت جوشکاری است که استفاده از این روش را محدود میکند. مقاومت جوش فورجینگ در آب و هوای سرد کمتر است. همچنین زمان سرد شدن جوش هم در کیفیت نهایی محصول موثر است. اگر جوش سریع سرد شود، احتمال شکستگی آرماتور وجود دارد.
میزان فشار وارده بر روی آرماتور باید یکسان باشد. در صورت رعایت نشدن این امر ممکن است مقاومت میلگرد کم شود. نبود ایمنی لازم، هزینه بالای نگهداری و نیاز به انرژی زیاد برای انجام این کار از سایر محدودیت ها و معایب جوش فورجینگ است.
کاربرد جوشکاری فورجینگ
ازجمله رایجترین کاربردهای فورجینگ، میتوان به اتصال میلگردهای ضایعاتی، میلگردهای فونداسیونها، میلگردهای دیوار برشی، میلگردهای داخل تیر برقها و ستونها و همچنین اصلاح یا بیشتر کردن طول ریشههای کوتاه اشاره کرد. این اتصالات میتوانند استحکام و مقاومت لازم را در سازه ایجاد کنند.
لوازم و ابزار جوش فورجینگ
برای اجرای جوش سر به سر میلگرد، به چند وسیله نیاز است که شامل موارد زیر هستند:
- مشعل
- دستگاه برش سرد
- دستگاه اعمال فشار
- دستگاه نگهدارنده میلگرد
- مخزن، لولههای عبور گاز و فشارسنج

روش های کنترل کیفیت جوش سر به سر میلگرد
اتصال درست و باکیفیت میلگردها، از اهمیت فوقالعادهای برخوردار است و هرگونه کوتاهی در این زمینه، ممکن است به آسیب خطرناک به کل ساختمان منجر شود. بنابراین در زمان استفاده از جوش سر به سر برای اتصال میلگردها به همدیگر، حتما باید کنترل کیفیت با استفاده از یکی از روشهای زیر انجام شود:
روش های تخریبی
تستهای کششی و خمشی را میتوان 2 روش مهم برای تست کنترل کیفیت جوش سر به سر میلگرد در روشهای تخریبی دانست. در تست کششی، دو سر جوش خورده میلگرد را با استفاده از یک دستگاه مخصوص میکشند. در صورتی که شکستگی در محل اتصال رخ داد، نشان میدهد که جوش کیفیت مناسبی نداشته است. اما اگر هیچ شکستگی رخ نداد یا این اتفاق در طول بدنه میلگرد رخ داد، میتوان از کیفیت جوش سر به سر مطمئن شد.
تست خمشی با کمک دستگاه خم کن هیدرولیکی انجام میشود. برای اعمال این تست، میلگردها از محل جوشکاری شده تا 90 درجه خم میشوند، اگر ترک و شکستگی مشاهده نشود؛ جوش فورجینگ میلگردهای شما با کیفیت بالایی صورت گرفته است.
روش های غیر تخریبی
اگرچه روشهای تخریبی میتوانند در کنترل کیفیت جوش سر به سر موثر باشند، اما گاهی لازم است فورچینگ میلگرد با دقت بیشتری مورد تحلیل و آنالیز قرار بگیرد. اینجاست که دو روش غیر تخریبی مهم در دستور کار قرار میگیرند. این روشها عبارتند از:
1. روش برش گرم: در این روش، محل اتصال دو میلگرد که دارای برآمدگی است، توسط تیغه جوش دستگاه برش گرم، برش داده میشود. اگر در حین انجام این کار در ناحیه جوش، ترکی ایجاد شود، نشان میدهد که کیفیت جوش سر به سر پایین بوده است.
2. روش اولتراسونیک: در روش اولتراسونیک امواج نوری را به سمت نقطه اتصال سر به سر تابانده و از بررسی الگوهای موجهای برگشتی و عبوری، کیفیت جوش را میسنجند. این روش را میتوان بهترین روش برای کنترل کیفیت فورچینگ سر به سر میلگرد دانست.
برای اتصال میلگرد کدام روش مناسب است؟ فورجینگ یا کوپلینگ؟
بعد از فرآیند جوش سر به سر میلگرد، کوپلینگ شهرت و محبوبیت بیشتری در میان انواع اتصالات میلگرد دارد؛ کوپلینگ نوعی پیوند مکانیکی است که با استفاده کوپلر ایجاد میشود. کوپلر به دو انتهای میلگرد رزوه میشود و بدون نیاز به ایجاد پیوند مکانیکی، آنها را به یکدیگر متصل میکند. کوپلینگ آسانتر است، هزینهها را کاهش میدهد و سرعت بیشتری به امور میبخشد؛ بااینحال، بسیاری افراد جوش سر به سر میلگرد را ترجیح میدهند.
همانطورکه مشخص شد، برای ایجاد اتصال میان دو مقطع فولاد در جوش سر به سر میلگرد از هیچ ماده یا فلز واسطهای استفاده نمیشود، بلکه اتصال بهطور مستقیم میان خود میلگردها به وجود میآید؛ بنابراین، روش جوشکاری سر به سر میتواند نسبت به بسیاری روشهای دیگر مستحکمتر، مقرون بهصرفهتر و آسانتر باشد. البته همچنان جوشکاران برای ایجاد یک اتصال محکم و اطمینانی، باید بر روی مقدار فشار اعمالشده و مدتزمان حرارت دهی تسلط کاملی داشته باشند.
دیدگاه یا سوال خود را به اشتراک بگذارید
مطالب مرتبط


